11 Jun 2026 07:00
Empire Metals Limited / LON: EEE, OTCQX: EPMLF / Sector: Natural Resources
11 June 2026
Empire Metals Limited
("Empire" or "the Company")
Pitfield Process Flowsheet and Product Development
Empire Metals Limited, the AIM-quoted and OTCQX-traded exploration and development company, is pleased to announce the completion of an integrated metallurgical processing flowsheet for the Pitfield Titanium Project in Western Australia ("Pitfield" or the "Project"). The flowsheet is capable of producing a premium 99%+ TiO₂ pigment, supported by bench-scale testwork now successfully completed across the key processing stages. Pitfield's use of conventional processing technology, combined with the orebody's mineralogical advantage and the Project's location near readily available infrastructure, underpins a highly competitive cost structure. The flowsheet also offers the optionality to produce titanium metal feedstock and a high-grade alumina co-product.
Highlights
• | Integrated flowsheet defined to produce high-purity (99%+) TiO2 pigment and titanium sponge metal feedstock, plus a high-grade alumina co-product, from one of the world's largest and highest-grade titanium deposits.
|
• | Pitfield offers a cost advantage over the conventional ilmenite sulphate route, driven by mineralogical advantages of the Pitfield ore and flowsheet: rejection of a low-value gangue fraction at the front of the circuit, lower acid consumption and leach temperatures, recycling of acid through the alumina circuit, and a vastly smaller iron residue stream.
|
• | Flowsheet built entirely on proven, conventional processing steps, materially de-risking scale-up and feasibility.
|
• | Whole-of-ore flotation confirms selective recovery of titanium minerals with rejection of more than 90% of unwanted gangue, producing concentrate grades above 34% TiO2.
|
• | Titanium extraction of up to 98% achieved via an acid bake-water leach process, after atmospheric-pressure pre-leaching to remove the majority of the residual aluminium and iron from the titanium stream.
|
• | High-grade alumina (98.7% Al2O3) produced from the pre-leach solution, offering the potential for a highly marketable co-product that simultaneously lifts TiO2 recovery, lowers reagent costs and reduces waste.
|
• | Positioned to provide a significant Western source of TiO2 rutile pigment and titanium sponge metal feedstock, distinct from the energy-intensive ilmenite supply source that currently dominates global production.
|
• | Continuous metallurgical piloting to commence Q3 2026 to validate design criteria ahead of feasibility studies and produce product samples for evaluation by potential customers and offtake partners.
|
• | Empire has commissioned a research programme at Murdoch University's Extractive Metallurgy Hub to develop a process for producing titanium metal directly from Pitfield's TiO2 product via molten salt electrolysis, offering a potential low-cost, lower-emission route to titanium metal and a pathway to further downstream value.
|
Shaun Bunn, Managing Director, said: "The development of a fully integrated processing flowsheet utilising conventional beneficiation, leaching and refining processes to produce a high-grade (99.25% TiO₂) product represents a defining moment in the development of the Pitfield Titanium Project. This outcome not only demonstrates the potential to produce high-quality TiO₂ products, positioning Pitfield to serve premium pigment and titanium metal markets, but also provides an option to produce high-grade alumina, a highly marketable co-product.
"We are on track to complete the process design and scoping phase of the Project following an extensive and productive period of research, testwork and innovation. Further engineering and pilot-scale testwork will continue to evaluate scalability, allow process optimisation and further demonstrate the Project's merits. Pitfield is emerging as a differentiated, large-scale critical minerals project, well-positioned to meet the needs of titanium and TiO₂ end-users at a time when new, low-cost supply solutions are increasingly sought after."
Metallurgical Process Flowsheet Development
The metallurgical testwork programme has progressed rapidly over the past 12 months, leveraging significant literature and industry reviews and process technology workshops held with industry specialists and the Empire team. Testwork has been undertaken at several internationally recognised commercial metallurgical laboratories examining a range of aspects important to the flowsheet development, specifically ore characterisation, titanium and gangue mineral separation, titanium leach extraction and TiO2 product development.
The process flowsheet which has been developed by Empire is a novel combination of various industry-standard unit processes which are highly suited to Pitfield's ore types. The process flowsheet has been broken down into two distinct circuits, represented in Figures 1 and 2 below:
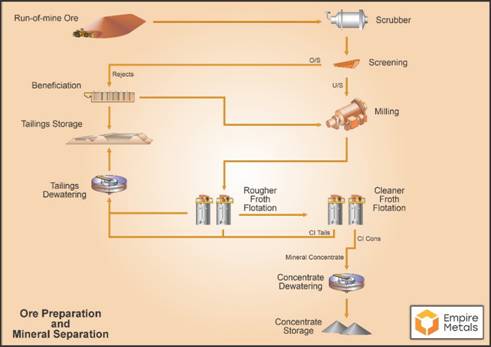
Figure 1. Ore Preparation and Mineral Separation
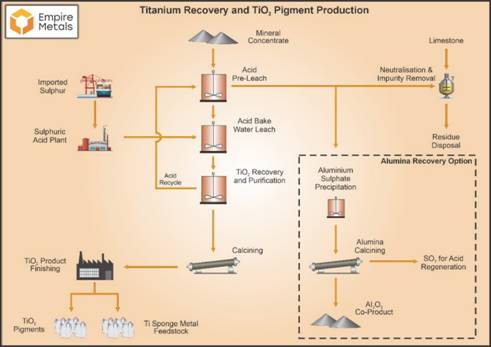
Figure 2. Titanium Recovery and TiO2 Production
The process flowsheet has been batch-scale tested up to the point of calciner discharge, for both the TiO2 and alumina (Al2O3) products.
In the case of the TiO2 product, batch testwork to date has resulted in a high-purity (99.25% TiO2) product. Product development testwork is underway to produce a high-quality rutile pigment post calcination, with promising results seen to date. Subject to undergoing further milling, chemical coating and surface treatment, this rutile pigment may be suitable for the high-value end of the pigment market, such as architectural paints.
The Company is also continuing its research into the production of Ti sponge metal and is currently testing the TiO2 products being generated from the Pitfield ore to determine their suitability as a feedstock for the Ti metal industry.
In the process of developing and optimising the flowsheet it has become apparent that there is an economic case for production of Al2O3 as a highly marketable co-product. It is inevitable that there will be some minor recovery of aluminium gangue minerals along with the titanium during the flotation stage. Rather than simply reject these in the titanium purification stage the testwork conducted to date has shown that a high-purity, circa 99% Al2O3 product can be made. The recovery of the alumina before the titanium purification stage not only creates additional revenue, but it also reduces the cost of neutralisation and the size and cost of the residue storage. The option of producing some alumina requires further evaluation and will be included in ongoing Scoping Studies.
The development of a novel metallurgical flowsheet for Pitfield, using conventional technologies and resulting in a fully integrated plant, processing ore into a high-value TiO2 product suite, has been Empire's goal since the early days of the discovery. This concept, and the project economics associated with it, were highlighted with the release of the Company's maiden Mineral Resource Estimate ("MRE"), announced 14 October 2025. As a prerequisite to releasing the MRE, the Company and its consultants prepared open pit optimisation inputs based on Reasonable Prospects for Economic Extraction ("RPEEE").
The RPEEE cost estimates previously prepared for the MRE open pit optimisation inputs have since been refined through metallurgical testwork, process modelling and engineering option studies carried out under the supervision of Empire's technical team. On the basis of this work, the Company believes the Pitfield flowsheet offers a cost advantage relative to the conventional ilmenite sulphate route, driven by structural advantages of the Pitfield ore and flowsheet: rejection of a low-value gangue fraction at the front of the circuit, lower acid consumption and leach temperatures than the conventional sulphate route, recycling of acid through the alumina circuit, and a vastly smaller iron residue stream.
By way of an external benchmark, independent cost data published by TiPMC Consulting in 2026 indicates production costs for conventional rutile pigment routes in the range of approximately US$1,300 to US$3,300 per tonne, varying by production method and region, with European and North American chloride and sulphate routes at the higher end and leading Chinese sulphate producers at the lower end.
The Company expects to release an updated MRE in July/August this year, based on the large-scale drilling programme completed in April 2026 (announced 5 May 2026), which will incorporate updated open pit optimisation inputs.
Key components of the process flowsheet are discussed below:
Ore Preparation and Comminution
Ore characterisation research and testwork has resulted in a deeper understanding of how Pitfield's giant titanium-rich ore deposit was formed, allowing the advancement of metallurgical concepts aimed at physically separating the titanium-rich minerals from the low-value gangue minerals.
Comminution testwork (physical sizing, assaying and scrubbing/grinding studies) investigating the natural particle size and titanium mineral distribution within the different size fractions in the weathered zone has identified an opportunity to reject a coarse size fraction in the comminution circuit. There are multiple benefits from rejecting low-value gangue material at the start of the processing circuit including an upgrade of the titanium content of the ore entering the flotation stage and the rejection of unwanted iron-rich gangue minerals. Ongoing testwork continues to focus on optimising the configuration of the comminution circuit looking at an initial ore scrubbing and screening stage, with the coarse fraction being further beneficiated to recover valuable titanium minerals and reject the gangue minerals.
The research being undertaken into the mineralogy of the Pitfield deposit has been key to unlocking the potential for ore beneficiation ahead of the flotation stage. Separate research programmes, run in collaboration with leading geoscience institutions such as the Geology Department at Curtin University and the Commonwealth Scientific and Industrial Research Organisation ("CSIRO") (announced 27 March 2024), have greatly assisted in understanding the natural particle size of the ore, distribution of minerals, mineral grain size and form, titanium mineral distribution, and gangue mineral variability.
Mineralogy using Tescan Integrated Mineral Analyzer ("TIMA") analysis, Scanning Electron Microscopy ("SEM") and X-Ray Diffraction ("XRD") technologies remain important for understanding the ore and its behaviour through the metallurgical testing process. Experienced comminution consultants Orway Mineral Consultants Pty Ltd. ("OMC") have been engaged to provide input into the ongoing comminution testwork programme. The testwork programme includes SMC, Bond Ball mill tests and Scrubber tests. Once complete, OMC will assist with interpretation of the results, including benchmarking against their extensive comminution project database for scale-up and energy consumption.
Flotation - Mineral Separation and Concentration
Bench-scale testwork results have shown froth flotation to be an effective technique for "whole-of-ore" separation of titanium minerals from the low-value gangue minerals. Several differing flotation reagent schemes have now been tested at a larger batch scale, assessing a range of different operating conditions and circuit arrangements to understand the optimal conditions for continuous piloting testwork.
Bench-scale testwork using a commercially available flotation collector has shown selective recovery of titanium minerals into a froth flotation concentrate, with high levels of rejection of unwanted gangue minerals, in excess of 90% by mass, and cleaner concentrate grades greater than 34% TiO2. Further bench-scale testwork, testing an alternative flotation collector from a different reagent supplier is also showing standout results. Both collectors will be carried forward to the next phase of development where optimisation of the flotation parameters will continue to be evaluated by adjustment of other variables such as pH and temperature.
A number of bulk float tests have now been undertaken to produce flotation concentrate samples in sufficient quantities to allow for downstream leach extraction testwork, and to also confirm that metallurgical performance is maintained at a larger operating scale. This work has provided important data to assist with the design of industrial scale operations such as fine particle flotation cells and flotation tailings filtration units.
Notably, the mineral assemblage and associated analytes within the Pitfield weathered ore consists mainly of anatase (TiO2), kaolin (Al2O3), quartz (SiO2) and hematite/goethite (Fe2O3/FeO(OH)) along with some minor impurity minerals, including mica. The flotation process aims to recover the anatase and reject the kaolin, quartz, hematite and minor gangue minerals.
Further testwork at bench-scale and larger scale is still required in order to optimise flotation conditions for the best integrated flowsheet outcome on Pitfield ore.
Hydrometallurgy - Titanium Extraction
Batch testwork has identified sulphation as the most suitable chemistry for the concentrate leaching and titanium extraction stage. This involves mixing the mineral concentrate with concentrated sulphuric acid to digest the titanium minerals followed by a hot water wash to recover the titanium into the liquor phase. This flowsheet has been confirmed to be a highly effective route for extraction of the titanium found at Pitfield, with leach recoveries of 98% achieved in testwork. Whilst this technique is similar to the existing sulphate process used in the titanium industry for ilmenite concentrates, the significant difference in Pitfield's concentrate mineral assemblage results in lower overall acid consumption, lower leach temperature and a vastly smaller iron residue stream.
Bench-scale testwork is in progress, investigating the sensitivity of the titanium extraction to a range of input variables. The concept of a light acid pre-leach ahead of the main titanium extraction step is being developed so that a gangue element-rich liquor is extracted ahead of a titanium rich liquor. This concept would deliver a consistent purity titanium-rich liquor to downstream titanium hydrolysis and pigment production, regardless of any variation in feed ore / concentrate.
TiO2 Rutile Pigment Development
The process development testwork has investigated various options for the TiO2 product precipitation and pigment finishing steps. The most promising has been titanium hydrolysis followed by calcination, similar to the existing sulphate process used in the titanium industry for ilmenite concentrates.
A high-purity (99%+ TiO2) pigment product has been produced from the Pitfield ore, using a conventional acid bake-water leach process as applied in the sulphate pigment industry (announced 9 June 2025). Recent testwork has focused on the conditions required to achieve rutile pigment precipitation with the required levels of contaminants to meet specification for architectural paints, particularly specific colour-forming deleterious elements to limit their impact on the final product quality. For Pitfield, the low amounts of deleterious elements in the orebody mean that the leach liquor is naturally low in these components.
The Company has recently engaged with pigment industry specialists who provide expertise on the manufacture of TiO2 pigment and related products and can assist with the development of the pigment finishing steps. Further programmes have commenced to examine variables in the product finishing steps to target rutile pigment products suitable for the high-value end user markets.
Titanium Sponge Metal Development Pathway
The Company is investigating the potential to make alternative titanium products such as titanium tetrachloride ("TiCl4"), which is the precursor to making Ti metal sponge via the Kroll process, or to develop an alternative Ti metal production route.
Empire has recently commissioned a research programme at Murdoch University's Extractive Metallurgy Hub in Western Australia, for provision of technical support to develop an advanced process for producing titanium metal from titanium dioxide via molten salt electrolysis powered by renewable energy.
The traditional, widely adopted method used to produce titanium metal is the Kroll process. It is a multi-step batch process and is energy intensive. To improve both the cost efficiency and environmental sustainability in titanium metal production, researchers have explored molten salt electrolysis ("MSE"), a process in which the titanium dioxide compounds are reduced to metal directly by electricity within a high-temperature molten salt bath.
The traditional Kroll process used for titanium production has several significant drawbacks:
Ø High Cost: Titanium alloy production is expensive due to the multi-step nature of the Kroll process: melting, thermomechanical processing and the need for high-purity raw materials.
Ø Environmental Impact: The Kroll process involves the use of chlorine gas and produces copious amounts of hazardous waste, making it environmentally unsustainable.
Ø Energy Consumption: The Kroll process based on melting and thermomechanical processing is energy-intensive, contributing to a large carbon footprint.
MSE addresses these challenges and offers several key advantages:
Ø Higher Purity and Efficiency: MSE can produce titanium with higher purity and lower energy consumption compared to the Kroll process. The direct electrochemical reduction of TiO2 potentially eliminates the intermediate conversion to TiCl4 and allows for more precise control over alloy composition.
Ø Reduced Environmental Footprint: This method significantly reduces the environmental impact of titanium production by minimising hazardous by-products.
Ø Scalability and Cost-Effectiveness: MSE has the potential to be more scalable and cost-effective overall, especially when adapted into a continuous process.
The objectives for the research project which is scheduled for completion by the end of 2026 are to:
· demonstrate proof of concept for titanium metal production using TiO2 feedstock from Pitfield; and,
· develop a strategy for scale-up to larger, continuous pilot operations.
Alumina Co-Product
As mentioned above, the flotation process aims to recover anatase and reject the kaolin, quartz, hematite and minor gangue minerals. However, some kaolin does carry along with the anatase in the flotation concentrate. Maximising the anatase flotation recovery may result in slightly higher kaolin recovery to the concentrate.
Recent metallurgical work has identified that the kaolin recovered in the flotation concentrates is reactive under the low temperature, atmospheric sulphuric acid leaching parameters that have been evaluated for recovery of the TiO2 from the anatase-rich concentrates. The resulting aluminium sulphate ("alum") can be separated from the titanium stream during a low temperature pre-leach stage and potentially converted into a high-grade alumina product.
There are both economic and environmental benefits in removing the alum rather than sending it to the residue stream, for example minimising the quantity of acid that is wasted and the quantity of lime that is consumed in neutralising the residue stream. This also has a material impact on the size and cost of the residue storage facility.
The production of high-grade alumina (98.7% Al2O3 already achieved in initial testwork on Pitfield ore) offers the potential to add a highly marketable co-product which will support operating at higher TiO2 recovery, lower flotation reagent costs and significantly lower volumes of waste and associated neutralisation costs. USGS market statistics report alumina imports in 2024 averaged US$580/tonne FAS. The consumption was distributed 70:30 between aluminium production (SGA = 98.5% Al2O3) and higher-grade alumina (>99% Al2O3) which was used for ceramics and refractory production. High-level analysis of the US market shows SGA prices of circa US$400/tonne and higher-grade ceramic alumina feedstock prices at >US$700/tonne.
Next Steps
Bench-scale metallurgical testwork on the key processing steps has now been successfully completed leading to the development of an integrated process flowsheet, commencing with ore delivery and mineral separation and ending in high-quality TiO2 products. Based on the positive results achieved to date, the Company is rapidly advancing the engineering and pilot-scale testwork which will evaluate scalability, allow process optimisation and confirm the Project cost advantages.
The next key stages of project development will include:
- detailed engineering studies, based on the current process flowsheet - by end of Q4 2026;
- an updated and expanded MRE, based on the recent drilling programme - Q3 2026;
- continued development of the TiO2 product finishing steps targeting coated rutile pigments and Ti sponge metal feedstock - by end of Q4 2026; and
- continuous metallurgical piloting testwork of the process flowsheet - commencing Q3 2026.
Competent Person Statement
The scientific and technical information in this report that relates to process metallurgy is based on information reviewed by Ms Narelle Marriott, an employee of Empire Metals Australia Pty Ltd, a wholly owned subsidiary of Empire. Ms Marriott is a member of the AusIMM and has sufficient experience relevant to the style of mineralisation and type of deposit under consideration and to the activity being undertaken to qualify as a Competent Person as defined in the JORC Code 2012. Ms Marriott consents to the inclusion in this announcement of the matters based on their information in the form and context in which it appears.
**ENDS**
For further information please visit www.empiremetals.co.uk or contact:
Empire Metals Ltd Shaun Bunn / Greg Kuenzel / Arabella Burwell
| Tel: 020 4583 1440
|
S. P. Angel Corporate Finance LLP (Nomad & Joint Broker) Ewan Leggat / Adam Cowl
| Tel: 020 3470 0470
|
Canaccord Genuity Limited (Joint Broker) James Asensio / Christian Calabrese / Rory Blundell / Charlie Hammond
| Tel: 020 7523 8000
|
Zeus Capital Limited (Joint Broker) Harry Ansell / Katy Mitchell
| Tel: 020 3829 5000 |
Tavistock (Financial PR) Emily Moss / Josephine Clerkin
| empiremetals@tavistock.co.uk Tel: 020 7920 3150
|
Chapter One Advisors (Australian Financial PR) David Tasker
| dtasker@chapteroneadvisors.com.au Tel: +61 433 112 936 |
About Empire Metals Limited
Empire Metals Ltd (AIM: EEE and OTCQX: EPMLF) is an exploration and resource development company focused on the commercialisation of the Pitfield Titanium Project, located in Western Australia. The titanium discovery at Pitfield is of unprecedented scale and hosts one of the largest and highest-grade titanium resources reported globally, with a Mineral Resource Estimate (MRE) totalling 2.2 billion tonnes grading 5.1% TiO₂ for 113 million tonnes of contained TiO₂.
Titanium mineralisation at Pitfield occurs from surface and displays exceptional grade continuity along strike and down dip. The MRE extends across just 20% of the known mineralised footprint, providing substantial potential for further resource expansion.
Conventional processing has already produced a high-purity product grading 99.25% TiO₂, suitable for titanium sponge metal or pigment feedstock. With excellent logistics and established infrastructure, Pitfield is strategically positioned to supply the growing global demand for titanium and other critical minerals.
About Murdoch University
The state-of-the-art facility, based at Murdoch University's Rockingham Campus, boasts six specialised labs equipped with sophisticated analytical tools for process optimisation and advanced mineral characterisation. It also holds a piloting area for advanced testing and scaling-up of technologies.
Professor Aleks Nikoloski, a Murdoch University Professor of Extractive Metallurgy (Hydrometallurgy), leads the Extractive Metallurgy Hub team. He is a leader in his field, having contributed to the development of modern technology for the production of critical minerals from ores and recyclable materials.